|
|


")
")



|
 |
Инструменты,Машиностроение,Металлообработка,Станки,
Тарифное ЧПУ-производство,Токарные цеха по переработке давальческого сырья,Точеные детали,Точеные ЧПУ-детали,
Точные точеные детали,Фрезерованные ЧПУ-детали,Ходовые винты,Циклические части компьютерного числового программного управления
|
| година на основаване : |
1876 |
бранш : |
Manufacturer |
Основана през 1876 г., Burgsmullers продуктовото си портфолио днес се простира от износване части за машини за преработка на пластмаси до пълно металорежещи машини. В рамките на нашата широка дейности договор за производство на компоненти, които произвеждаме винтови геометрия на спецификацията. За повече от петдесет години, ние имаме също построени допълнителни групи и компоненти металообработваща машина.
Като разработи вихри процес - което се проявява с множество патенти - и решително са допринесли за развитието на метода БТА, Burgsmueller е в състояние да осигури високо ефективни решения за металорежещи приложения.
Дългогодишният опит и задълбочени познания в производството на винтове, бъчви, вретена и други компоненти, ни дават възможност за ефикасно производство на резервни части, необходими за Вашия екструдери и смесване линии с кратките срокове за доставка. В допълнение, ние произвеждаме части въз основа на проби, специфични за производителя или типа специфични данни и чертежи. Широка гама от специални и функционални материали предвижда съобразени решения за специфични изисквания износване и корозия.
Вихри и смилане технологии
* На световно ниво доказани технологии, използвани за повече от 50 години
* Безпрецедентна ефективност на вътрешните и външните контури
* До 90% икономии на време, в сравнение с конвенционалните металорежещи процеси
* Surface Finish постигнато е близо до земята качеството на повърхностните
* Съвършено решение за най-разнообразни металорежещи приложения
Различни са прилагани специални машини за металорежещи на външни нишки от различни размери за да се гарантира оптимална параметри за механична обработка на вашите конкретни детайли.
Вътрешни нишки с малки диаметри са обработени с помощта на винт кранове. За по-големи диаметри с дължина от 1,5 х Д, специални режещи инструменти се прилагат.
С висока точност машина вретено черупкови плодове от прекомерната продължителност (> 1,5 х Д) са произведени по вътрешна резба вихри Burgsmueller системи, разработени за тази цел.
Няколко стругове, фрези и пробивни машини (конвенционални и с ЦПУ версия) са на разположение за завършване на резбовани шпиндели, както и за производство на резбовани ядки.
Ние по този начин предлагат оптимално капацитет за произволен ред - от едно парче за серийно производство
Burgsmüller GmbH

|

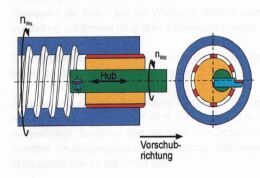
| Axial инсулт търкалящите Axial инсулт търкалящите е подходящ процес за почти всякакви терени и вътрешен диаметър. Основната идея на този процес се състои в замяна на въртене на инструмента, наклонена на терена ъгъл - това е необходимо за производството на контура спирала - с насложена ротация / превод движение. Необходимите инсулт зависи пряко на терена. Освен това, инструментът е наклонена под ъгъл от терена в въртящи се и осцилиращи търкалящите дорник. Тази конструкция позволява поемането и единица съоръжение да бъдат преместени от вътрешния диаметър на външния, така че няма място ограничения ограничаване на здравина на тези елементи. В този случай отново подкрепата на главата на инструмента с помощта на водач барове в вътрешен диаметър осигурява надеждно ръководство на инструмента. Отвътре диаметър от 15 mm нататък може да бъде машинно в почти всички дължини. Конично контури също може да бъде произведен без ръководни инструмент главата с рязане процес е ограничен единствено от максимално допустимата дължина проектиране на въртящите се дорник
| 
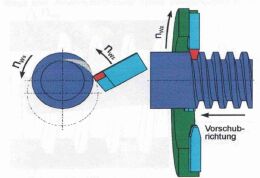
| Външна резба заваряване В следващите въртящите се процес, се описват чрез примера на производството на трапецовидни конец винт: За разлика от конвенционалните превръща операции, характеризиращи се с неподвижни инструмент и заготовката въртящи се с висока скорост на надлъжни, търкалящи включва една изместен въртящи високоскоростен инструмент, комбинирани с бавно въртящи се детайли. Тъй като ротационен осите на детайла и инструмента за подпомагане на фиксираните инструмент се компенсират, прекъсната рязане процес с прекъснати чип формация се получава. . И двете оси са склонни на терена ъгъл, така че в контактната точка на допирателна на кривата на въртене на инструмента съответства на спирала. В translatory движение, необходими за рязане нишката се получава чрез заместване на обработваемия детайл или на инструмента. Действителното движение фуражите, необходими за отстраняване чип резултатите от разликата между инструмента и скорост на детайла. Инструменти и детайли могат да се въртят в различни посоки; I. Д. рязане може да се осъществи в сътрудничество въртене или в борбата с въртене. Острието прониква в детайлите на кръговото път по този начин отделяне на един чип. В детайли от своя страна продължава да с определен ъгъл на завъртане, който се определя от съотношението между инструмента и детайла и скорост на следващия чип се отстранява. Дефект във формата на "гърбица" е по този начин, получени по време на рязане процес. Това отклонение геометрията по принцип не е свързано с никакви отрицателни последици като максималното от тези "гърбица" е в профил с диаметър ядрото и намалява синусоидален принцип по отношение на профила на хълбоците. Повърхността получени контур може да бъде представена под формата на траверса с изпъкнали линии връзка. Формата грешка по отношение на номиналната кръг инструмент е функция за превръщане на честота и инструмент и диаметри детайли, както и от броя на режещи ръбове.
| |
|
|









 +49 (0) 5563 / 705-0
+49 (0) 5563 / 705-0