|
|








|
 |
–Ш–љ—Б—В—А—Г–Љ–µ–љ—В—Л,–Ь–∞—И–Є–љ–Њ—Б—В—А–Њ–µ–љ–Є–µ,–Ь–µ—В–∞–ї–ї–Њ–Њ–±—А–∞–±–Њ—В–Ї–∞,–°—В–∞–љ–Ї–Є,
–Ґ–∞—А–Є—Д–љ–Њ–µ –І–Я–£-–њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–Њ,–Ґ–Њ–Ї–∞—А–љ—Л–µ —Ж–µ—Е–∞ –њ–Њ –њ–µ—А–µ—А–∞–±–Њ—В–Ї–µ –і–∞–≤–∞–ї—М—З–µ—Б–Ї–Њ–≥–Њ —Б—Л—А—М—П,–Ґ–Њ—З–µ–љ—Л–µ –і–µ—В–∞–ї–Є,–Ґ–Њ—З–µ–љ—Л–µ –І–Я–£-–і–µ—В–∞–ї–Є,
–Ґ–Њ—З–љ—Л–µ —В–Њ—З–µ–љ—Л–µ –і–µ—В–∞–ї–Є,–§—А–µ–Ј–µ—А–Њ–≤–∞–љ–љ—Л–µ –І–Я–£-–і–µ—В–∞–ї–Є,–•–Њ–і–Њ–≤—Л–µ –≤–Є–љ—В—Л,–¶–Є–Ї–ї–Є—З–µ—Б–Ї–Є–µ —З–∞—Б—В–Є –Ї–Њ–Љ–њ—М—О—В–µ—А–љ–Њ–≥–Њ —З–Є—Б–ї–Њ–≤–Њ–≥–Њ –њ—А–Њ–≥—А–∞–Љ–Љ–љ–Њ–≥–Њ —Г–њ—А–∞–≤–ї–µ–љ–Є—П |
| –У–Њ–і –Њ—Б–љ–Њ–≤–∞–љ–Є—П : |
1876 |
–Т–Є–і –і–µ—П—В–µ–ї—М–љ–Њ—Б—В–Є : |
Manufacturer |
–Ю—Б–љ–Њ–≤–∞–љ–љ–∞—П –≤ 1876 –≥–Њ–і—Г, Burgsmullers –њ—А–Њ–і—Г–Ї—В–Њ–≤–Њ–≥–Њ –њ–Њ—А—В—Д–µ–ї—П —Б–µ–≥–Њ–і–љ—П –њ—А–Њ—Б—В–Є—А–∞–µ—В—Б—П –Њ—В –Є–Ј–љ–Њ—Б–∞ –і–µ—В–∞–ї–µ–є –і–ї—П –њ–µ—А–µ—А–∞–±–Њ—В–Ї–Є –њ–ї–∞—Б—В–Љ–∞—Б—Б –Љ–∞—И–Є–љ—Л –≤–њ–ї–Њ—В—М –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ —Б—В–∞–љ–Ї–Њ–≤. –Т —А–∞–Љ–Ї–∞—Е –љ–∞—И–Є—Е –Њ–±—И–Є—А–љ—Л—Е –і–Њ–≥–Њ–≤–Њ—А –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–µ–љ–љ–Њ–є –і–µ—П—В–µ–ї—М–љ–Њ—Б—В–Є –Љ—Л –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л —Б–њ–Є—А–∞–ї—М–љ–Њ–є –≥–µ–Њ–Љ–µ—В—А–Є–µ–є –Т–∞—И–µ–є —Б–њ–µ—Ж–Є—Д–Є–Ї–∞—Ж–Є–Є. –£–ґ–µ –±–Њ–ї–µ–µ –њ—П—В–Є–і–µ—Б—П—В–Є –ї–µ—В, –Љ—Л —В–∞–Ї–ґ–µ —Б–Њ–Ј–і–∞–ї–Є –≥—А—Г–њ–њ—Л –Є –≤—Б–њ–Њ–Љ–Њ–≥–∞—В–µ–ї—М–љ—Л–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л —Б—В–∞–љ–Ї–∞.
–Э–∞–ї–Є—З–Є–µ —А–∞–Ј–≤–Є—В–Њ–є –≤–Є—Е—А–µ–≤–Њ–є –њ—А–Њ—Ж–µ—Б—Б - –Ї–Њ—В–Њ—А—Л–є –њ—А–Њ—П–≤–ї—П–µ—В—Б—П –≤ –Љ–љ–Њ–≥–Њ—З–Є—Б–ї–µ–љ–љ—Л—Е –њ–∞—В–µ–љ—В–Њ–≤ - –Є —А–µ—И–∞—О—Й–Є–є –≤–Ї–ї–∞–і –≤ —А–∞–Ј–≤–Є—В–Є–µ –Љ–µ—В–Њ–і–∞ –С–Ґ–Р, Burgsmueller –љ–∞—Е–Њ–і–Є—В—Б—П –≤ —Б–Њ—Б—В–Њ—П–љ–Є–Є –Њ–±–µ—Б–њ–µ—З–Є—В—М –≤—Л—Б–Њ–Ї–Њ—Н—Д—Д–µ–Ї—В–Є–≤–љ—Л–µ —А–µ—И–µ–љ–Є—П –і–ї—П –Љ–µ—В–∞–ї–ї–Њ—А–µ–ґ—Г—Й–Є—Е –њ—А–Є–ї–Њ–ґ–µ–љ–Є–є.
–Ь–љ–Њ–≥–Њ–ї–µ—В–љ–Є–є –Њ–њ—Л—В –Є –≥–ї—Г–±–Њ–Ї–Є–µ –Ј–љ–∞–љ–Є—П –≤ –Њ–±–ї–∞—Б—В–Є –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ –≤–Є–љ—В–Њ–≤, –±–Њ—З–Ї–Є, –≤–µ—А–µ—В–µ–љ–∞ –Є –і—А—Г–≥–Є–µ –Ї–Њ–Љ–њ–Њ–љ–µ–љ—В—Л, –њ–Њ–Ј–≤–Њ–ї—П—О—Й–Є–µ —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—М –Ј–∞–њ–∞—Б–љ—Л–µ —З–∞—Б—В–Є, –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –і–ї—П —Н–Ї—Б—В—А—Г–і–µ—А–Њ–≤ –Є —А–µ—Ж–µ–њ—В—Г—А–∞ –ї–Є–љ–Є—П–Љ–Є —Б –Ї–Њ—А–Њ—В–Ї–Є–Љ–Є —Б—А–Њ–Ї–∞–Љ–Є –і–Њ—Б—В–∞–≤–Ї–Є. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –Љ—Л —В–∞–Ї–ґ–µ –њ—А–Њ–Є–Ј–≤–Њ–і–Є–Љ —З–∞—Б—В–µ–є –љ–∞ –Њ—Б–љ–Њ–≤–µ –Њ–±—А–∞–Ј—Ж–Њ–≤, –њ–Њ —Б–њ–µ—Ж–Є—Д–Є–Ї–∞—Ж–Є–Є –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В–µ–ї—П –Є–ї–Є —В–Є–њ–∞ –Ї–Њ–љ–Ї—А–µ—В–љ—Л–µ –і–∞–љ–љ—Л–µ –Є —З–µ—А—В–µ–ґ–Є. –®–Є—А–Њ–Ї–Є–є —Б–њ–µ–Ї—В—А —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л—Е –Є —Д—Г–љ–Ї—Ж–Є–Њ–љ–∞–ї—М–љ—Л—Е –Љ–∞—В–µ—А–Є–∞–ї–Њ–≤ –њ—А–µ–і–Њ—Б—В–∞–≤–ї—П–µ—В –Є–љ–і–Є–≤–Є–і—Г–∞–ї—М–љ—Л–µ —А–µ—И–µ–љ–Є—П –і–ї—П –Ї–Њ–љ–Ї—А–µ—В–љ—Л—Е –Є–Ј–љ–Њ—Б–∞ –Є –Ї–Њ—А—А–Њ–Ј–Є–Є —В—А–µ–±–Њ–≤–∞–љ–Є–є.
–Ъ—А—Г–ґ–µ–љ–Є–µ –Є —Д—А–µ–Ј–µ—А–љ—Л—Е —В–µ—Е–љ–Њ–ї–Њ–≥–Є–є
* –Т—Б–µ–Љ–Є—А–љ–∞—П –њ—А–Њ–≤–µ—А–µ–љ–љ–Њ–є —В–µ—Е–љ–Њ–ї–Њ–≥–Є–Є –Ј–∞–љ—П—В–Њ –±–Њ–ї–µ–µ 50 –ї–µ—В
* –С–µ—Б–њ—А–µ—Ж–µ–і–µ–љ—В–љ–∞—П —Н—Д—Д–µ–Ї—В–Є–≤–љ–Њ—Б—В—М –≤–љ—Г—В—А–µ–љ–љ–Є—Е –Є –≤–љ–µ—И–љ–Є—Е –Ї–Њ–љ—В—Г—А–Њ–≤
* –Ф–Њ 90% —Н–Ї–Њ–љ–Њ–Љ–Є–Є –≤—А–µ–Љ–µ–љ–Є –њ–Њ —Б—А–∞–≤–љ–µ–љ–Є—О —Б –Њ–±—Л—З–љ—Л–Љ–Є –њ—А–Њ—Ж–µ—Б—Б–∞–Љ–Є —А–µ–Ј–Ї–Є –Љ–µ—В–∞–ї–ї–∞
* –®–µ—А–Њ—Е–Њ–≤–∞—В–Њ—Б—В—М –і–Њ—Б—В–Є–≥–љ—Г—В–∞ –±–ї–Є–Ј–Ї–Њ –Ї –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ј–µ–Љ–ї–Є –Ї–∞—З–µ—Б—В–≤–Њ
* –Ш–і–µ–∞–ї—М–љ–Њ–µ —А–µ—И–µ–љ–Є–µ –і–ї—П —Б–∞–Љ—Л—Е —А–∞–Ј–љ–Њ–Њ–±—А–∞–Ј–љ—Л—Е –Љ–µ—В–∞–ї–ї–Њ—А–µ–ґ—Г—Й–µ–≥–Њ –њ—А–Є–ї–Њ–ґ–µ–љ–Є–є
–†–∞–Ј–ї–Є—З–љ—Л–µ —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ –Љ–∞—И–Є–љ—Л –њ—А–Є–Љ–µ–љ—П—О—В—Б—П –і–ї—П –Љ–µ—В–∞–ї–ї–Њ—А–µ–ґ—Г—Й–Є—Е –≤–љ–µ—И–љ–Є–µ –њ–Њ—В–Њ–Ї–Є —А–∞–Ј–ї–Є—З–љ—Л—Е —А–∞–Ј–Љ–µ—А–Њ–≤ –і–ї—П –Њ–±–µ—Б–њ–µ—З–µ–љ–Є—П –Њ–њ—В–Є–Љ–∞–ї—М–љ—Л—Е –њ–∞—А–∞–Љ–µ—В—А–Њ–≤ –Њ–±—А–∞–±–Њ—В–Ї–Є –і–ї—П –≤–∞—И–Є—Е –Ї–Њ–љ–Ї—А–µ—В–љ—Л—Е –і–µ—В–∞–ї–µ–є.
–Т–љ—Г—В—А–µ–љ–љ–µ–є —А–µ–Ј—М–±–Њ–є —Б –љ–µ–±–Њ–ї—М—И–Є–Љ –і–Є–∞–Љ–µ—В—А–Њ–Љ –Њ–±—А–∞–±–∞—В—Л–≤–∞—О—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –Љ–µ—В—З–Є–Ї–Є. –Ф–ї—П –±–Њ–ї—М—И–µ–≥–Њ –і–Є–∞–Љ–µ—В—А–∞ –і–ї–Є–љ–Њ–є –і–Њ 1,5 —Е –Ф, –њ—А–Є–Љ–µ–љ—П—О—В—Б—П —Б–њ–µ—Ж–Є–∞–ї—М–љ—Л–µ —А–µ–ґ—Г—Й–Є–µ –Є–љ—Б—В—А—Г–Љ–µ–љ—В—Л.
–Т—Л—Б–Њ–Ї–Њ—В–Њ—З–љ—Л–µ —И–њ–Є–љ–і–µ–ї—П —Б—В–∞–љ–Ї–∞ –Њ—А–µ—Е–Є —З—А–µ–Ј–Љ–µ—А–љ—Г—О –і–ї–Є–љ—Г (> 1,5 —Е –У) –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –љ–∞ –≤–љ—Г—В—А–µ–љ–љ–µ–є —А–µ–Ј—М–±–Њ–є –≤–Є—Е—А–µ–≤–∞—П —Б–Є—Б—В–µ–Љ–∞—Е Burgsmueller —А–∞–Ј—А–∞–±–Њ—В–∞–љ–љ—Л—Е –і–ї—П —Н—В–Њ–є —Ж–µ–ї–Є.
–Э–µ—Б–Ї–Њ–ї—М–Ї–Њ —В–Њ–Ї–∞—А–љ—Л–µ, —Д—А–µ–Ј–µ—А–љ—Л–µ, —Б–≤–µ—А–ї–Є–ї—М–љ—Л–µ —Б—В–∞–љ–Ї–Є (–Њ–±—Л—З–љ—Л–µ –Є —Б –І–Я–£ –≤–µ—А—Б–Є–Є) –і–Њ—Б—В—Г–њ–љ—Л –і–ї—П –Њ—В–і–µ–ї–Ї–Є —А–µ–Ј—М–±–Њ–≤–Њ–≥–Њ —И–њ–Є–љ–і–µ–ї—П, –∞ —В–∞–Ї–ґ–µ –і–ї—П –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П —А–µ–Ј—М–±–Њ–≤—Л—Е –Њ—А–µ—Е–Њ–≤.
–Ґ–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, –Љ—Л –њ—А–µ–і–ї–∞–≥–∞–µ–Љ –Њ–њ—В–Є–Љ–∞–ї—М–љ—Л–є –њ–Њ—В–µ–љ—Ж–Є–∞–ї –і–ї—П –ї—О–±–Њ–є –Ј–∞–Ї–∞–Ј - –Њ—В —Ж–µ–ї—М–љ–Њ–≥–Њ –Ї —Б–µ—А–Є–є–љ–Њ–Љ—Г –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤—Гn
Burgsm√Љller GmbH

|

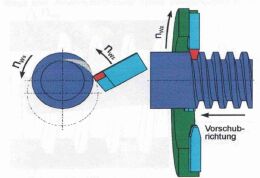
| –Т–љ–µ—И–љ—П—П —А–µ–Ј—М–±–∞ —Б–≤–∞—А–Ї–∞ –Т –і–∞–ї—М–љ–µ–є—И–µ–Љ, –≤–Є—Е—А–µ–≤–∞—П –њ—А–Њ—Ж–µ—Б—Б –і–Њ–ї–ґ–µ–љ –±—Л—В—М –Њ–њ–Є—Б–∞–љ –љ–∞ –њ—А–Є–Љ–µ—А–µ –њ—А–Њ–Є–Ј–≤–Њ–і—Б—В–≤–∞ —В—А–∞–њ–µ—Ж–Є–µ–≤–Є–і–љ–Њ–є —А–µ–Ј—М–±–Њ–є: –Т –Њ—В–ї–Є—З–Є–µ –Њ—В –Њ–±—Л—З–љ—Л—Е —В–Њ–Ї–∞—А–љ—Л—Е –Њ–њ–µ—А–∞—Ж–Є–є —Е–∞—А–∞–Ї—В–µ—А–Є–Ј—Г–µ—В—Б—П —Б—В–∞—Ж–Є–Њ–љ–∞—А–љ—Л—Е –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –≤—А–∞—Й–∞—О—Й–Є–Љ–Є—Б—П –љ–∞ –±–Њ–ї—М—И–Њ–є –Њ–Ї—А—Г–ґ–љ–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М—О, –≤–Є—Е—А–µ–≤–∞—П –≤–Ї–ї—О—З–∞–µ—В —Н–Ї—Б—Ж–µ–љ—В—А–Є—З–љ–Њ –≤—А–∞—Й–∞—О—Й–Є—Е—Б—П –≤—Л—Б–Њ–Ї–Њ—Б–Ї–Њ—А–Њ—Б—В–љ—Л—Е –Є–љ—Б—В—А—Г–Љ–µ–љ—В –≤ —Б–Њ—З–µ—В–∞–љ–Є–Є —Б –Љ–µ–і–ї–µ–љ–љ–Њ –≤—А–∞—Й–∞—О—Й–Є–µ—Б—П –і–µ—В–∞–ї–Є. –Ъ–∞–Ї –Њ—Б–Є –≤—А–∞—Й–µ–љ–Є—П –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ –њ–Њ–і–і–µ—А–ґ–Ї–Є —Б —Д–Є–Ї—Б–Є—А–Њ–≤–∞–љ–љ—Л–Љ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ —Б–Љ–µ—Й–µ–љ–Є–µ, –њ—А–µ—А–≤–∞–љ–љ–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞ —А–µ–Ј–∞–љ–Є—П —Б —А–∞–Ј—А—Л–≤–љ—Л–Љ–Є —Б—В—А—Г–ґ–Ї–Њ–Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—О –њ–Њ–ї—Г—З–∞–µ—В—Б—П. . –Ю–±–µ –Њ—Б–Є —Б –љ–∞–Ї–ї–Њ–љ–Њ–Љ –≤ —Г–≥–Њ–ї —В–∞–љ–≥–∞–ґ–∞, —В–∞–Ї —З—В–Њ –≤ —В–Њ—З–Ї–µ –Ї–Њ–љ—В–∞–Ї—В–∞ –Ї–∞—Б–∞—В–µ–ї—М–љ–Њ–є –Ї –Ї—А–Є–≤–Њ–є –≤—А–∞—Й–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г–µ—В —Б–њ–Є—А–∞–ї–Є. –Я–Њ—Б—В—Г–њ–∞—В–µ–ї—М–љ–Њ–≥–Њ –і–≤–Є–ґ–µ–љ–Є—П, –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –і–ї—П –љ–∞—А–µ–Ј–∞–љ–Є—П —А–µ–Ј—М–±—Л –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –њ–µ—А–µ–Љ–µ—Й–µ–љ–Є–µ –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –Є –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞. –§–∞–Ї—В–Є—З–µ—Б–Ї–Њ–≥–Њ –і–≤–Є–ґ–µ–љ–Є—П –Ї–Њ—А–Љ–∞, –љ–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –і–ї—П —З–Є–њ–∞ —А–µ–Ј—Г–ї—М—В–∞—В—Л —Г–і–∞–ї–µ–љ–Є—П –Њ—В —А–∞–Ј–љ–Є—Ж—Л –Љ–µ–ґ–і—Г –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–Љ –Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В—П—Е. –Ш–љ—Б—В—А—Г–Љ–µ–љ—В –Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є, –Љ–Њ–ґ–љ–Њ —В–∞–Ї–ґ–µ –њ–Њ–≤–Њ—А–∞—З–Є–≤–∞—В—М –≤ —А–∞–Ј–љ—Л–µ —Б—В–Њ—А–Њ–љ—Л, –Ш. –Х. —А–µ–Ј–Ї–∞ –Љ–Њ–ґ–µ—В –±—Л—В—М –њ—А–Њ–≤–µ–і–µ–љ–∞ —Б–Њ–≤–Љ–µ—Б—В–љ–Њ –≤—А–∞—Й–µ–љ–Є—П –Є–ї–Є –≤ –±–Њ—А—М–±–µ —Б –≤—А–∞—Й–µ–љ–Є–µ–Љ. –Я–µ—А–µ–і–љ–Є–є –Ї—А–∞–є –њ—А–Њ–љ–Є–Ї–∞–µ—В –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –њ–Њ –Ї—А—Г–≥–Њ–≤–Њ–є –њ—Г—В—М –Њ—В–і–µ–ї—П—П —З–Є–њ–∞. –Ч–∞–≥–Њ—В–Њ–≤–Ї–Є, —З–µ–Љ –њ—А–Њ–і–Њ–ї–ґ–∞–µ—В —Б–≤–Њ—О –Њ—З–µ—А–µ–і—М, –њ–Њ–і –Њ–њ—А–µ–і–µ–ї–µ–љ–љ—Л–Љ —Г–≥–ї–Њ–Љ –≤—А–∞—Й–µ–љ–Є—П, –Ї–Њ—В–Њ—А–∞—П –Њ–њ—А–µ–і–µ–ї—П–µ—В—Б—П —Б–Њ–Њ—В–љ–Њ—И–µ–љ–Є–µ–Љ –Љ–µ–ґ–і—Г –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–Љ –Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Њ–є —Б–Ї–Њ—А–Њ—Б—В—М –Є –љ–∞ —Б–ї–µ–і—Г—О—Й–Є–є —З–Є–њ –±—Г–і–µ—В —Г–і–∞–ї–µ–љ. –Ф–µ—Д–µ–Ї—В –≤ –≤–Є–і–µ "–≥–Њ—А–±—Л", —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ, —Б–Њ–Ј–і–∞–≤–∞–µ–Љ—Л—Е –≤ —Е–Њ–і–µ –њ—А–Њ—Ж–µ—Б—Б–∞ —А–µ–Ј–∞–љ–Є—П. –≠—В–∞ –≥–µ–Њ–Љ–µ—В—А–Є—П –Њ—В–Ї–ї–Њ–љ–µ–љ–Є—П –Ї–∞–Ї –њ—А–∞–≤–Є–ї–Њ, –љ–µ –≤–Ї–ї—О—З–∞—О—В –ї—О–±—Л–µ –љ–µ–≥–∞—В–Є–≤–љ—Л–µ –њ–Њ—Б–ї–µ–і—Б—В–≤–Є—П, –Ї–∞–Ї –Є –Љ–∞–Ї—Б–Є–Љ—Г–Љ –Є–Ј —Н—В–Є—Е "–≥–Њ—А–±–Њ–≤" –љ–∞—Е–Њ–і–Є—В—Б—П –≤ –њ—А–Њ—Д–Є–ї–µ –і–Є–∞–Љ–µ—В—А —П–і—А–∞ –Є —Г–Љ–µ–љ—М—И–∞–µ—В—Б—П —Б–Є–љ—Г—Б–Њ–Є–і–∞–ї—М–љ–Њ –Њ—В–љ–Њ—Б–Є—В–µ–ї—М–љ–Њ –њ—А–Њ—Д–Є–ї—П —Д–ї–∞–љ–≥–Њ–≤. –Ъ–Њ–љ—В—Г—А, –њ–Њ–ї—Г—З–µ–љ–љ—Л–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Љ–Њ–ґ–µ—В –±—Л—В—М –њ—А–µ–і—Б—В–∞–≤–ї–µ–љ–Њ –≤ –≤–Є–і–µ –њ–Њ—Е–Њ–і–∞ —Б –≤—Л–њ—Г–Ї–ї—Л–Љ–Є –ї–Є–љ–Є—П–Љ–Є —Б–≤—П–Ј–Є. –§–Њ—А–Љ–∞ –Њ—И–Є–±–Ї–∞ –≤ –Њ—В–љ–Њ—И–µ–љ–Є–Є –љ–Њ–Љ–Є–љ–∞–ї—М–љ–Њ–є –Ї—А—Г–≥ –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–Љ —П–≤–ї—П–µ—В—Б—П —Д—Г–љ–Ї—Ж–Є–µ–є –њ–Њ–≤–Њ—А–Њ—В–∞ –Є —З–∞—Б—В–Њ—В—Л –Є–љ—Б—В—А—Г–Љ–µ–љ—В–Њ–≤ –Є –Ј–∞–≥–Њ—В–Њ–≤–Ї–Є –і–Є–∞–Љ–µ—В—А–Њ–Љ, –∞ —В–∞–Ї–ґ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–Њ —А–µ–ґ—Г—Й–Є—Е –Ї—А–Њ–Љ–Њ–Ї.
| 
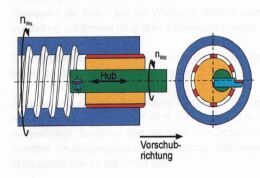
| –Ю—Б–µ–≤–Њ–є —Е–Њ–і –≤–Є—Е—А–µ–≤–∞—П –Ю—Б–µ–≤–Њ–є —Е–Њ–і –≤–Є—Е—А–µ–≤–∞—П —П–≤–ї—П–µ—В—Б—П –њ–Њ–і—Е–Њ–і—П—Й–Є–Љ –њ—А–Њ—Ж–µ—Б—Б –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –і–ї—П –ї—О–±–Њ–≥–Њ —И–∞–≥–∞ –Є –≤–љ—Г—В—А–µ–љ–љ–Є–є –і–Є–∞–Љ–µ—В—А. –Ю—Б–љ–Њ–≤–љ–∞—П –Є–і–µ—П —Н—В–Њ–≥–Њ –њ—А–Њ—Ж–µ—Б—Б–∞ —Б–Њ—Б—В–Њ–Є—В –≤ –Ј–∞–Љ–µ–љ–µ –≤—А–∞—Й–µ–љ–Є—П –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ —Б –љ–∞–Ї–ї–Њ–љ–Њ–Љ –≤ —Г–≥–Њ–ї —В–∞–љ–≥–∞–ґ–∞, - —З—В–Њ —В—А–µ–±—Г–µ—В—Б—П –і–ї—П —В–Њ–≥–Њ, —З—В–Њ–±—Л –њ—А–Њ–Є–Ј–≤–µ—Б—В–Є —Б–њ–Є—А–∞–ї—М –Ї–Њ–љ—В—Г—А - –љ–∞–ї–Њ–ґ–µ–љ–љ—Л–Љ –≤—А–∞—Й–µ–љ–Є—П / –њ–Њ—Б—В—Г–њ–∞—В–µ–ї—М–љ–Њ–≥–Њ –і–≤–Є–ґ–µ–љ–Є—П. –Э–µ–Њ–±—Е–Њ–і–Є–Љ—Л–µ –Є–љ—Б—Г–ї—М—В–∞ –љ–∞–њ—А—П–Љ—Г—О –Ј–∞–≤–Є—Б–Є—В –Њ—В –њ–Њ–ї—П. –Ъ—А–Њ–Љ–µ —В–Њ–≥–Њ, –Є–љ—Б—В—А—Г–Љ–µ–љ—В —Б–Ї–ї–Њ–љ–µ–љ –љ–∞ —Г–≥–Њ–ї —В–∞–љ–≥–∞–ґ–∞ –≤–Њ –≤—А–∞—Й–∞—О—Й–µ–є—Б—П –Є –Њ—Б—Ж–Є–ї–ї–Є—А—Г—О—Й–Є–µ –≤–Є—Е—А–µ–≤–∞—П –Њ–њ—А–∞–≤–Ї–Є. –Ґ–∞–Ї–∞—П –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є—П –њ–Њ–Ј–≤–Њ–ї—П–µ—В –њ–Њ–і—И–Є–њ–љ–Є–Ї–Њ–≤ –Є —А–µ–і—Г–Ї—В–Њ—А–∞ –і–Њ–ї–ґ–љ—Л –±—Л—В—М –њ–µ—А–µ–љ–µ—Б–µ–љ—Л —Б –≤–љ—Г—В—А–µ–љ–љ–Є–Љ –і–Є–∞–Љ–µ—В—А–Њ–Љ –≤–љ–µ—И–љ–µ–≥–Њ —З—В–Њ–±—Л –Х—Б—В—М –љ–µ—В –Љ–µ—Б—В–∞ –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –Њ–≥—А–∞–љ–Є—З–µ–љ–Є—П –њ—А–Њ—З–љ–Њ—Б—В—М —Н—В–Є—Е —Н–ї–µ–Љ–µ–љ—В–Њ–≤. –Т —Н—В–Њ–Љ —Б–ї—Г—З–∞–µ –Њ–њ—П—В—М –ґ–µ, –њ–Њ–і–і–µ—А–ґ–Ї—Г –≥–Њ–ї–Њ–≤–Ї—Г –Є–љ—Б—В—А—Г–Љ–µ–љ—В–∞ —Б –њ–Њ–Љ–Њ—Й—М—О –љ–∞–њ—А–∞–≤–ї—П—О—Й–Є—Е –љ–∞ –≤–љ—Г—В—А–µ–љ–љ–Є–є –і–Є–∞–Љ–µ—В—А –Њ–±–µ—Б–њ–µ—З–Є–≤–∞–µ—В –љ–∞–і–µ–ґ–љ–Њ–µ —А—Г–Ї–Њ–≤–Њ–і—Б—В–≤–Њ –Є–љ—Б—В—А—Г–Љ–µ–љ—В. –Т–љ—Г—В—А–Є –і–Є–∞–Љ–µ—В—А–Њ–Љ –Њ—В 15 –Љ–Љ –≤–њ–µ—А–µ–і, —В–∞–Ї–Є–Љ –Њ–±—А–∞–Ј–Њ–Љ –Њ–±—А–∞–±–∞—В—Л–≤–∞–µ—В—Б—П –њ—А–∞–Ї—В–Є—З–µ—Б–Ї–Є –≤ –ї—О–±–Њ–є –і–ї–Є–љ—Л. –Ъ–Њ–љ–Є—З–µ—Б–Ї–∞—П –Ї–Њ–љ—В—Г—А—Л –Љ–Њ–≥—Г—В –±—Л—В—М –њ—А–Њ–Є–Ј–≤–µ–і–µ–љ—Л –±–µ–Ј –Њ—А–Є–µ–љ—В–Є—А–∞ –≥–Њ–ї–Њ–≤—Г –њ—А–Њ—Ж–µ—Б—Б–∞ —А–µ–Ј–∞–љ–Є—П –Њ–≥—А–∞–љ–Є—З–Є–≤–∞–µ—В—Б—П –Є—Б–Ї–ї—О—З–Є—В–µ–ї—М–љ–Њ –Љ–∞–Ї—Б–Є–Љ–∞–ї—М–љ–Њ –і–Њ–њ—Г—Б—В–Є–Љ—Л—Е –њ—А–Њ–µ–Ї—В–Є—А–Њ–≤–∞–љ–Є–µ –і–ї–Є–љ–∞ –≤–Є—Е—А–µ–≤–Њ–є –Њ–њ—А–∞–≤–Ї–Є
| |
|
|








 +49 (0) 5563 / 705-0
+49 (0) 5563 / 705-0