|
|


")
")



|
 |
Diely frézované na CNC strojoch,Diely sústružené pomocou CNC,Konštrukcia strojov a zariadení,Námezdná výroba - CNC,Náradie,Obrábacie stroje,Obrábanie kovov,Presné sústružené diely,Súciastky pre brúsenie CNC,Sústružené diely,Sústružnícke práce realizované za mzdu |
| rok založenia : |
1876 |
typ obchodu : |
Manufacturer |
Spoločnosť bola založená v roku 1876, dnes Burgsmullers produktové portfólio siaha od opotrebenie dielov pre stroje na spracovanie plastov až po kompletné obrábacie stroje. V rámci našej rozsiahlej činnosti zmluvnej výroby vyrábame komponenty šikmého geometria Vašej špecifikácie. Už viac ako päťdesiat rokov, máme tiež postavený pomocné skupiny a komponenty obrábacích strojov.
Nerozvinula víriace procesu - ktorý sa prejavuje radom patentov - a rozhodujúcim spôsobom prispela k vývoju metódy BTA, Burgsmueller je schopný poskytovať vysoko efektívne riešenie pre kov-rezanie.
Dlhoročné skúsenosti a hlboké vedomosti pri výrobe skrutiek, sudy, vretien a ďalšie komponenty nám umožňujú efektívne vyrábať náhradné diely potrebné pre svoje zloženie a vytlačovacie linky v krátkych dodacích lehotách. Okrem toho sme tiež výroba dielov na základe vzoriek, výrobca-špecifické alebo typ-špecifické údaje a výkresy. Širokú škálu špeciálnych a funkčných materiálov ponúka riešenia šité na mieru pre konkrétne požiadavky na opotrebeniu a korózii.
Vírenie a technológie frézovanie
* World-wide osvedčené technológie používané na viac ako 50 rokov
* Jedinečná účinnosť pre vnútorné a vonkajšie kontúry
* Až 90% úspory času v porovnaní s konvenčnými procesmi rezanie kovov
* Povrchová úprava je dosiahne blízko povrchu terénu kvality
* Ideálne riešenie pre najrôznejšie kov-rezanie
Rôzne špeciálne stroje, ktoré sa používajú na kov-rezanie vonkajších závitov v rôznych rozmeroch, aby zabezpečil optimálne rezné parametre pre vaše konkrétne obrobkov.
Vnútorné závity s menšími priemermi sú opracované pomocou závitníky. U väčších priemerov až do dĺžky 1,5 x D, špeciálne rezné nástroje boli používané.
High-matice presné vreteno stroja nadmernej dĺžky (> 1,5 x D) sú vyrábané na vnútorný závit vírivé systémy Burgsmueller vyvinuté pre tento účel.
Niekoľko sústruhy, frézky a vŕtačky (konvenčné a CNC verzie) sú k dispozícii pre dokončovacie závitových vretien, rovnako ako pre výrobu závitových orechy.
Sme tak ponúknuť optimálne kapacita pre akékoľvek objednávke - od jedno-kusu po sériovú výrobu
Burgsmüller GmbH

|

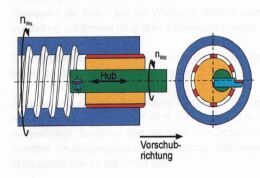
| Axiálne zdvih vírenie Axiálne zdvih vírenie je vhodný proces pre takmer akúkoľvek rozstupom a vnútorný priemer. Základnou myšlienkou tohto postupu spočíva v nahradení rotácie nástroja naklonenej do uhla ihriska - že je potrebné, aby na výrobu špirálu obrysu - tým, že prekrýva rotácia / translation pohybu. Potrebné mŕtvice závisí priamo na ihrisku. Okrem toho je nástroj, so sklonom stúpania uhol otočenia a oscilačné vírivé tŕňa. Táto konštrukcia umožňuje ložiská a prevodovky majú byť prevedené z vnútorný priemer von tak, že neexistujú žiadne obmedzenia, obmedzujúce priestor pevnosť týchto prvkov. V tomto prípade opäť za pomoci hlavu nástroja pomocou vodiacej tyče vo vnútorný priemer zaisťuje spoľahlivé vedenie nástroja. Svetlosti od 15 mm roka tak môže byť obrábajú prakticky čokoľvek. Kužeľosečky kontúry môžu byť taktiež vyrobené bez vodiaci nástroj hlavu procesu rezania je obmedzený len tým, maximálna prípustná vyčnievajúce dĺžka vírenie tŕňa
| 
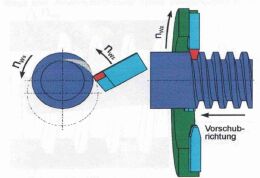
| Vonkajší závit zváranie V nasledujúcej, vírivé proces opísaný na príklade výroby trapézových závitov: Na rozdiel od konvenčných sústruženie vyznačuje stacionárne nástroj a obrobok rotujúce vysokou obvodovou rýchlosťou, vírivé zahŕňa excentricky rotujúce vysokorýchlostné nástroj v kombinácii s pomaly sa otáčajúci obrobku. Vzhľadom k tomu, rotačné osi obrobku a nástroja podpory s pevnou nástroje sú kompenzované, prerušil proces rezania s krátkou smietku formácie je získať. . Obe osi sú naklonené o uhol v náklonu tak, aby v kontaktné miesto tangens krivky rotácie nástroja zodpovedá skrutkovice. Translačný pohyb potrebné na rezanie závitov sa vyrába premiestňovať obrobok alebo nástroj. Skutočná prísun potrebnej pre odstránenie triesky vyplýva z rozdielu medzi nástrojom a obrobkom rýchlosti. Nástroje a obrobku môže otáčať v rôznych smeroch; i. e. Rezanie je možné vykonávať v čo-rotácie alebo proti-rotácie. Ostrie preniká do dreva na kruhovej dráhe tak oddeľovať čip. Obrobku, ako bude točiť ďalej do určitého uhla otočenia, ktorá je určená vzťahom medzi nástrojom a obrobkom rýchlosť a ďalšie čip je odstránený. Defekt v podobe "hrby" sa teda vyrába počas procesu rezania. Táto geometria výnimka sa spravidla nejde o žiadny negatívny vplyv ako maximum z týchto "hrby", leží v profile priemerom jadra a znižuje Sínusové vo vzťahu k profilu krídla. Povrch získané obrys môže byť reprezentované vo forme posuvu s konvexné spojov. Formulár chyba, pokiaľ ide o nominálnej nástroj kruh je funkciou otáčania frekvencie a nástroje a obrobku priemer, rovnako ako počet britov.
| |
|
|









 +49 (0) 5563 / 705-0
+49 (0) 5563 / 705-0