|
|


")
")



|
 |
Инструменты,Машиностроение,Металлообработка,Станки,
Тарифное ЧПУ-производство,Токарные цеха по переработке давальческого сырья,Точеные детали,Точеные ЧПУ-детали,
Точные точеные детали,Фрезерованные ЧПУ-детали,Ходовые винты,Циклические части компьютерного числового программного управления |
| Рік заснування : |
1876 |
Рід діяльності : |
Manufacturer |
Заснована в 1876 році, Burgsmullers продуктового портфеля сьогодні простягається від зношування деталей для переробки пластмас машини аж до повного верстатів. В рамках наших великих договір виробничої діяльності ми виробляємо компоненти спіральної геометрією Вашій специфікації. Вже понад п'ятдесят років, ми також створили групи і допоміжні компоненти верстата.
Наявність розвиненої вихровий процес - який виявляється в численних патентів - і вирішальний внесок у розвиток методу БТА, Burgsmueller знаходиться в стані забезпечити високоефективні рішення для металорізальних додатків.
Багаторічний досвід і глибокі знання в галузі виробництва гвинтів, бочки, веретена та інші компоненти, що дозволяють ефективно робити запасні частини, необхідні для екструдерів і рецептура лініями з короткими термінами доставки. Крім того, ми також проводимо частин на основі зразків, за специфікацією виробника або типу конкретні дані і креслення. Широкий спектр спеціальних і функціональних матеріалів надає індивідуальні рішення для конкретних зносу і корозії вимог.
Кружляння і фрезерних технологій
* Всесвітня перевіреної технології зайнято більше 50 років
* Безпрецедентна ефективність внутрішніх і зовнішніх контурів
* До 90% економії часу в порівнянні зі звичайними процесами різання металу
* Шорсткість досягнута близько до поверхні землі якість
* Ідеальне рішення для найрізноманітніших металорізального додатків
Різні спеціальні машини застосовуються для металорізальних зовнішні потоки різних розмірів для забезпечення оптимальних параметрів обробки для ваших конкретних деталей.
Внутрішньої різьбою з невеликим діаметром обробляються за допомогою мітчики. Для більшого діаметра довжиною до 1,5 х Д, застосовуються спеціальні різальні інструменти.
Високоточні шпинделя верстата горіхи надмірну довжину (> 1,5 х Г) проводиться на внутрішнім різьбленням вихорову системах Burgsmueller розроблених для цієї цілі.
Кілька токарні, фрезерні, свердлильні верстати (звичайні та з ЧПУ версії) доступні для обробки різьбового шпинделя, а також для виготовлення різьбових горіхів.
Таким чином, ми пропонуємо оптимальний потенціал для будь-яке замовлення - від цільного до серійного виробництва
Burgsmüller GmbH

|

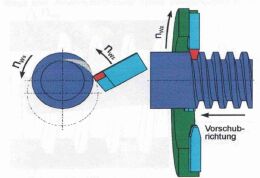
| Зовнішня різьба зварювання Надалі, вихрова процес повинен бути описаний на прикладі виробництва трапецієподібної різьбленням: На відміну від звичайних токарних операцій характеризується стаціонарних інструменту та заготовки обертовими на великої окружної швидкістю, вихрова включає ексцентрично обертових високошвидкісних інструмент у поєднанні з повільно обертаються деталі. Як осі обертання заготовки та інструменту підтримки з фіксованим інструменту зсув, перерваного процесу різання з розривними стружкоутворення виходить. . Обидві осі з нахилом у кут тангажу, так що в точці контакту дотичній до кривої обертання інструменту відповідає спіралі. Поступального руху, необхідні для нарізування різьблення проводиться переміщення заготовки та інструменту. Фактичного руху корми, необхідні для чіпа результати видалення від різниці між інструментом і заготівлею швидкостях. Інструмент та заготовки, можна також повертати в різні боки, І. Є. різання може бути проведена спільно обертання або в боротьбі з обертанням. Передній край проникає заготовки за круговою шлях відокремлюючи чіпа. Заготівлі, ніж продовжує свою чергу, під певним кутом обертання, що визначається співвідношенням між інструментом і заготівлею швидкість і на наступний чіп буде видалено. Дефект у вигляді "горби", таким чином, що створюються в ході процесу різання. Ця геометрія відхилення як правило, не включають будь-які негативні наслідки, як і максимум з цих "горбів" знаходиться в профілі діаметр ядра і зменшується синусоїдально відносно профілю флангів. Контур, отриманий поверхні може бути представлено у вигляді походу з опуклими лініями зв'язку. Форма помилка відносно номінальної коло інструментом є функцією повороту та частоти інструментів та заготовки діаметром, а також кількість ріжучих крайок.
| 
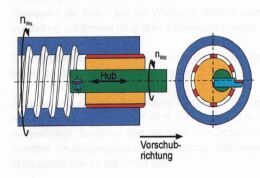
| Осьовий хід вихрова Осьовий хід вихрова є підходящим процес практично для будь-якого кроку і внутрішній діаметр. Основна ідея цього процесу полягає в заміні обертання інструмента з нахилом у кут тангажу, - що потрібно для того, щоб справити спіраль контур - накладеним обертання / поступального руху. Необхідні інсульту безпосередньо залежить від поля. Крім того, інструмент схильний на кут тангажу під обертається і осцилюючих вихрова оправки. Така конструкція дозволяє підшипників і редуктора повинні бути перенесені з внутрішнім діаметром зовнішнього щоб Є немає місця обмеження обмеження міцність цих елементів. У цьому випадку знову ж, підтримку головку інструменту за допомогою напрямних на внутрішній діаметр забезпечує надійне керівництво інструмент. Всередині діаметром від 15 мм вперед, таким чином обробляється практично в будь-якої довжини. Конічна контури можуть бути зроблені без орієнтиру голову процесу різання обмежується виключно максимально допустимих проектування довжина вихровий оправки
| |
|
|









 +49 (0) 5563 / 705-0
+49 (0) 5563 / 705-0